

以下是:湛江市徐闻县不锈钢复合管实业厂家的产品参数【茂硕 】业务覆盖多领域场景,主营霞山不锈钢碳素钢复合管护栏厂家大量现货供应、赤坎不锈钢碳素钢复合管护栏厂家精致工艺、雷州不锈钢碳素钢复合管护栏厂家品质不将就、吴川不锈钢碳素钢复合管护栏厂家品质保证、遂溪不锈钢碳素钢复合管护栏厂家现货销售等产品服务。不锈钢复合管实业厂家,茂硕钢铁 (湛江市徐闻县分公司)为您提供不锈钢复合管实业厂家,联系人:付经理,电话:【13258995901】、【13258995901】。 广东省,湛江市,徐闻县 徐闻县自古以来为兵家驻防和商旅之要地,故苏东坡曰:“四州之人以徐闻为咽喉。”是“汉代海上丝绸之路的始发港”。
以下是我们上传的不锈钢复合管实业厂家实拍视频,您可以点击观看。以下是:湛江徐闻不锈钢复合管实业厂家的图文介绍
复合管的激光包覆法:用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。
不锈钢晶间腐蚀:晶间腐蚀是一种常见的局部腐蚀。腐蚀沿着金属或合金的晶粒边界或它的邻近区域发展,晶粒本身腐蚀很轻微,这种腐蚀便称为晶间腐蚀。
这种腐蚀使晶粒间的结合力大大削弱,严重时可使机械强度完全丧失。例如遭受这种腐蚀的不锈钢工字钢,表面看起来还很光亮,但经不起轻轻敲击便破碎成细粒。由于晶间腐蚀不易检查,所以廷民设备的突然破十,它的危害性很大。不锈钢、镍基合金、铝合金、镁合金等都是晶间腐蚀敏感性高的材料。在受热情况下使用或焊接过程都会造成晶间腐蚀的问题。以晶间腐蚀为起源,在应力和介质的共同作用下,可使不锈钢、铝合金等诱发晶间应力腐蚀,所以晶间腐蚀有时是应力腐蚀的先导。
在通常腐蚀条件下,钝化合金组织中的晶界活性不大,但当它具有晶间腐蚀的敏感性时,晶间活性很大,即晶格粒与晶界之间存在着一定的电位差,这主要是合金在受热不当时,组织发生改变而引起的。所以晶间腐蚀是一种由组织电化学不均匀性引起的局部腐蚀蚀。此外晶界存在杂质时,在一定介质也也会引起晶间腐蚀。
不锈钢抛光管算不算不锈钢钢管?不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境大大优于304不锈钢。(316 l低碳、高氮高强度的316n,316不锈钢硫磺含量较高,易切削不锈钢)。
双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。
由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。复合管的热成型法:热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。
复合管的爆炸焊成型法:爆炸焊成型工艺是靠爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管量很难准确确定,而且具有一定的危险性。
常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。
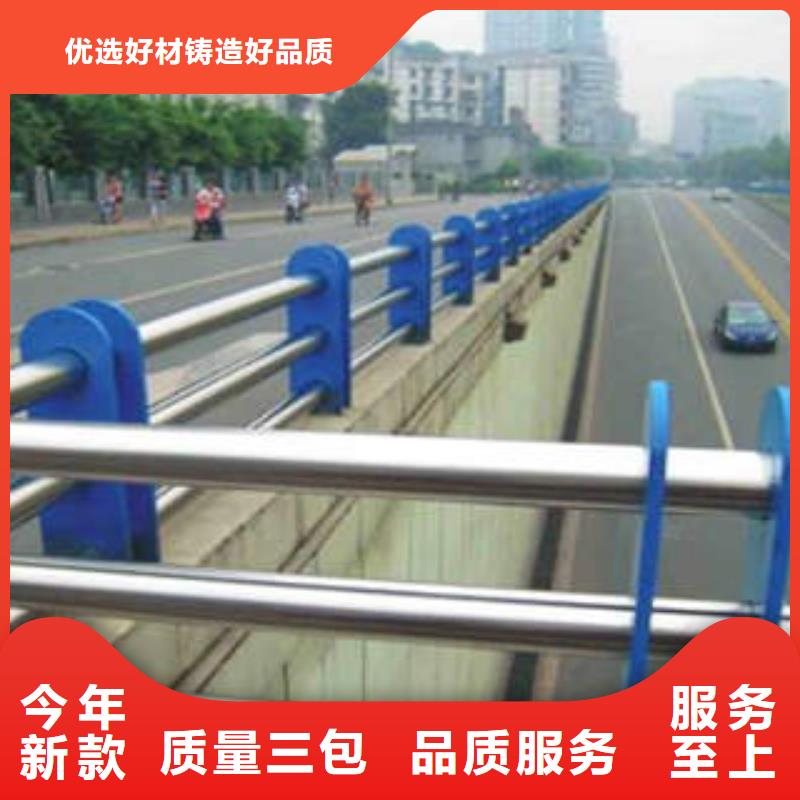
湛江徐闻茂硕钢铁 有限公司是一家集 不锈钢碳素钢复合管护栏厂家设计开发,生产设备制造,安装为一体的企业,不但拥有先进的理念,而且拥有完善的售后服务团队,能随时为企业提供咨询设计,售前及售后服务,公司始终致力于本地化生产,为客户实现 不锈钢碳素钢复合管护栏厂家快速生产应用的企业。
在湛江市徐闻县采买不锈钢复合管实业厂家到茂硕钢铁 (湛江市徐闻县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付经理-【13258995901】。










